

Labconco冻干机广泛用于食品及药品的干燥过程——它是一种先将需要冻干的含水制品冻结成固态,然 后将其置于真空环境下加热,使其中的固态水升华成水蒸气,最终被冷凝器捕获而实现干燥 的设备 。本文将以生产冻干粉针剂所使用的药用真空冷冻干燥机(以下简称“冻干机”) 为对象展开研究,探讨其常见真空异常的诊断及排查方法。
冻干机真空系统由冻干箱、冷凝器、真空管 道和阀门、真空泵等 构成,真空泵组在干燥箱体和 真空冷凝器内形成真空度以满足 各类药品冷冻干燥的需求。JB/T 20032-2012《药用真空冷冻干燥 机》行业技术标准第 4.3.18 节规 定:干燥箱、水汽凝结器在抽真 空 45 min 后其绝对压力应不大于 2.7 Pa。第 4.3.19 节规定: 干燥箱、 水汽凝结器的真空泄漏率应不大于 0.025 Pa · m3/s [2] 。 本 次 研 究 采 用 的 冻 干 机 为 Labconco冻干机,其真空系统性能参 数为:抽气速率为从大气压抽 至 10 Pa ≤ 30 min ; 极 限 真 空 ≤ 1.0 Pa;泄漏率为 5×10-3 Pa·m3/s。 各参数均符合规定。
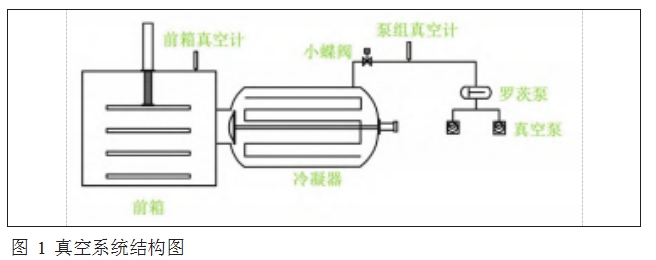
冻干机真空系统结构如图 1 所示。在设备试机、生产、验证等运行过程中,发现不满足性 能标准的真空异常数据,一线操 作人员与设备管理人员及时排查 真空异常的原因,并进行相应的 维护,对持续稳定地生产出符合 无菌注射剂标准的药物具有重要 意义。
接下来,本文将主要以Labconco 系列冻干机真空系统性 能技术参数标准为依据,针对其 常见的真空异常进行诊断与排查 分析。
- 抽气速率异常
1.1 原因诊断
表现为不满足从大气压抽至 10 Pa ≤ 30 min 要求,造成该现象的原因通常为泵组故障或者出现 了较大的空气泄漏。 1.2 排查分析 LYO 系列工业生产冻干机真 空泵组通常由 2 台油封式真空泵 及 1 台罗茨泵组成。首先,应排 查真空泵组运行状态,具体操作 如下: (1)现场检查真空泵组运行 状态,并查看远程控制电脑报警 信息,确认是否由真空泵或罗茨 泵停机而引发抽气速率较慢。 (2)触摸高真空电磁挡板阀 电磁线圈部分,确认其温度是否 高于手的温度。如果电磁阀线圈 在真空泵组开启一段时间后仍为 常温状态,则应主要为控制真空泵的交流接触器辅助触点至高真空电磁 挡板阀之间的电气控制线路、中间继电 器出现了断路情况。
其次,应确认远程控制电脑生产工 艺配方中捕水器的制冷设定温度,或者 手动运行抽真空过程中冷凝器的实际温 度。排查时应特别注意以下两种情况:
(1)假定冷凝器温度为 -40℃时,水 的饱和蒸气压为 12.9 Pa,则会存在部分 水蒸气无法完全凝华而与不凝结气体共 同进入真空泵的现象,进而对抽气时间 产生影响。
(2)经常在冷凝器处于较高温度时 运行真空泵,或在药品溶剂中存在某些 有机溶剂,此时若还不经常更换真空泵 油,也将会影响真空泵性能。
最后,应确认冻干箱体是否存在较 大的泄漏点。持续的气体泄漏进入箱体 也会影响到系统真空度下降的过程。若 前箱有大的泄漏,板层将大面积出现结 霜现象,冷凝器至真空泵组管道则出现 结露现象。具体操作如下:
(1)检查前箱门密封条接缝处是否 存在玻屑等异物,甚至检查是否有制品 探头线夹掩至密封条处,这些均会造成 密封不严。
(2)确认冻干箱前箱门铰链是否关 好。如果操作人员并非同时旋紧两个铰 链,而是一个一个地旋紧铰链,将会影 响前箱门与门密封条整体的贴合状态, 造成泄漏。
(3)确认在线清洗、灭菌之后,前门锁门气缸是否全部恢复至原位。
(4)确认箱体阀门是否泄漏,管件等密封卡箍是否存在松弛脱落等现象。
- 极限真空异常
2.1原因诊断
表现为冻干箱真空不满足极限真空1.0 Pa 要求,原因通常为中等级别的泄漏。
2.2 排查分析
首先, 应对泵组至小蝶阀段进行泄漏排查。若在小蝶阀关闭状态,单台爱德华 E2M80 油封式真空泵即可达到1.0 Pa 以下,即可排除真空泵组至小蝶阀部分极限真空度异常情况。具体操作
如下:
(1)检查管路密封圈弹性,长时间不进行维护,如更换管路 O 型圈等密封件,密封件就会硬化变扁甚至产生裂纹(如图 2 所示)。最终,密封件的泄漏会造成泵组真空计数值不能达到 1.0 Pa
要求。
(2)检查避震波纹管是否存在裂口等泄漏点。其次,应对前箱门至中隔阀段进行排查 [3] 。若关闭中隔阀,泵组真空可以下降至 1.0 Pa 以下,则可确认是冻干机前箱发生泄漏。具体操作如下:
(1)检查前箱进气阀、板层清洗阀、箱体清洗阀、中隔阀清洗阀、前箱排出阀等快接卡盘处密封垫是否老化损坏。
(2)利用盲板代替阀门,排查前箱进气阀、板层清洗阀、箱体清洗阀、中隔阀清洗阀、前箱排出阀等阀门 是否存在泄漏的情况。
(3)确认前箱门密封状态, 检查密封条是否装反或存在异物。
(4)确认不锈钢箱体是否存 在开焊等情况。
再次,应对中隔阀至小蝶阀 之间, 以及冷凝器段进行排查。 若关闭中隔阀,无法下降至 1.0 Pa 以下,前箱真空数值变化不明显, 则可确认是冷凝器发生泄漏。具 体操作如下:
(1) 检查后箱进气阀、后箱 进水进汽阀、后箱排出阀等快接 卡盘处密封垫是否老化损坏。质 量较差的密封垫常出现穿透性损 坏,如图 3 所示。
(2)利用盲板代替阀门, 排 查后箱进气阀、后箱进水进汽阀、 后箱排出阀等阀门是否存在泄漏 的情况。
(3)检查冷凝器视镜密封圈 是否老化,从而造成泄漏。
(4)确认不锈钢箱体是否存 在开焊等情况。
最后,还应对前箱波纹管进 行密封性检查。具体操作如下:
(1) 拆卸冻干机波纹管, 检 查是否是法兰密封条及波纹管缸 体发生了泄漏,造成波纹管内水 蒸气不断泄漏至箱体。
(2)连接好波纹管, 前箱抽 真空, 关闭板层波纹管验证阀, 拆除板层波纹管复压阀门,查看 拆除阀门时管路内部是否有负压, 确认是否为波纹管与波纹管复压 阀门同时发生泄漏。
- 泄漏率异常
3.1原因诊断
表现为抽气速率、极限真空 均符合标准要求,只有泄漏率无 法达到 5×10-3 Pa · m3/s 标准,这说明冻干机系统内存在微小的 泄漏。
3.2排查分析
微漏的排查是整个冻干机真 空系统排查的难点,需要对多个 环节进行仔细检查,具体操作包 括以下几点:
(1)检漏之前应先排除水蒸 气的影响 [4] 。首先,应排除箱体 内水蒸气对泄漏率造成的影响, 这需要在对前后箱进行高温水清 洗之后,再用水环泵抽真空 6 h 以 上。若水环泵抽真空不彻底,可 以加热前箱、制冷后箱,通过真 空泵对前箱进行除湿。
(2)确认制冷系统制冷情况。 最好保持冷凝器长时间处于 -80℃ 以下,这样水蒸气的饱和蒸气压 可维持在 0.053 Pa,水蒸气无法被 冷凝器捕获,影响真空的可能性 将大大降低。
(3) 进行常规性检查, 排除 日常引发真空泄漏的常见因素, 如前箱门密封条等。
(4)拆除所有除箱体外与真 空泵相连接的管路,对于冻干箱 体外快接卡盘,使用盲板与管路 端口连接,将管路端口密闭,不 断地抽真空尝试,进而确定泄漏 位点。
(5)拆除制品探头、前后 箱压力变送器等传感器,确认是 否因为传感器部件的泄漏造成了 影响。
(6) 拆除波纹管、波纹管复 压阀门,对于该段管路,使用盲 板与管路端口连接,将管路端口 密闭,排除波纹管的影响 [5]。
(7)检查前后箱视镜玻璃密 封圈是否老化、视镜玻璃是否因 常年纯蒸汽灭菌而存在玻璃边缘 腐蚀凹凸不平的情况,进而造成 密封不严。
(8)检查冷凝器与抽空管路间法兰的密封状态。
(9)检查箱体是否发生泄漏。箱体温度常年在 -40℃~ 121℃之间变化,在 160℃的温差下,不锈钢箱体因热胀冷缩发生损伤泄漏的情况也很常见。
进行Labconco冻干机的真空系统检漏诊断、排除真空异常时,依据泄漏的程度,需要对冻干机真空计数据不断分析,进行检查的冻干人员或设备管理人员需要具备足够的耐心与细心,且最好经验丰富。若可以直接断定一些常规泄漏位置,则不要轻易尝试拆除很多的连接部件。然而依据数据及现场实际情况,判断并非常规位点泄漏后,就需要果断判定大致的区域,进行拆除检查。对于拆除检查的部位,需要事先准备好备件,避免拆卸过程造成损坏而又没有替换备件的情况发生。冻干机为高功率用电设备,排查真空系统泄漏需要制冷系统压缩机及真空系统、真空泵组等的运行,因此在检漏过程中不要盲目试机,以免造成能源浪费。
 京公网安备11010102000001号
京公网安备11010102000001号